УДК 621.91.762
Исследование естественной термомеханической обработки
инструментальных быстрорежущих сталей и сплавов в процессе
резания
(Представлено академиком Л. А. Агаловяном 29/VIII 2005)
Изучение влияния физических механизмов
термомеханического воздействия сходящего потока стружки на контактную
поверхность резца имеет большое научно-практическое значение для выбора
оптимальных режимов резания, при которых контактный слой передней поверхности
инструмента в процессе обработки под воздействием высоких давлений и температур
претерпевает структурные изменения. Сплавы железа являются наиболее
перспективными материалами в технике, поэтому представляется актуальным
изыскание особенностей, заложенных в природе этих сплавов, и их использование
для улучшения эксплуатационных свойств инструмента, в частности, для увеличения
его резерва прочности [1-4]. Повышение эффективности использования
термомеханической обработки (ТМО) в процессе резания возможно лишь путём
глубокого изучения процессов изменения строения и свойств контактных слоев
инструментального материала для выбранной пары резец - обрабатываемая сталь. При
этом наличие несовершенств реального строения в кинематике и механизме
структурно-фазовых превращений приводит к целесообразности использования и
регулирования плотности и характера распределения в инструментальном материале
дислокаций, являющихся результатом термомеханического воздействия. Рациональное
регламентирование несовершенств структур в контактных слоях инструмента в
процессе резания по выявленным режимам при соответствующих внешних силовых
воздействиях и температурах позволит улучшить тонкое строение этих слоев и
повысить эксплуатационные свойства инструмента.
Эксперименты проводились на многоцелевом токарном станке, оснащенном
вариатором ВР-1 для плавного регулирования скоростей. Микрофотографирование
структурных изменений проводилось металлографическим микроскопом МИМ-8. При этом
структурные изменения оценивались измерением микротвердости (использовался
микротвердомер ПМТ-3). Микрофотографирование структур и измерение микротвердости
проводились в зависимости от продолжительности работы инструмента по нормальному
сечению, примерно по центру лунки, на микрошлифах резцов, изготовленных из
быстрорежущей стали Р18 и безуглеродистых быстрорежущих сплавов В14М7К25, при
обработке стали 45.
|
|
|
|
Рис.1. Зависимость составляющих сил резания (а) и усадки
стружки (б) от скорости резания.
В широком диапазоне изменения параметров резания (V, S, t)
найдены силовые характеристики, при которых на контакте передней поверхности
действовали необходимые давления и температуры. Вследствие этого на тонких слоях
контакта резца происходили пластические деформации, а в результате - накопление
дислокаций и структурные изменения, повышающие физико-механические свойства
тонких приконтактных слоев.
Целью работы является исследование и определение
наивыгоднейших режимов резания для упрочнения и улучшения структуры
поверхностно-контактных слоев инструмента и достижения максимального эффекта
естественной самоорганизующейся ТМО.
В процессе исследования установлено,
что для усиления эффекта естественной ТМО необходимо определить режимы резания,
при которых составляющие силы резания наибольшие (рис. 1), что позволит к
изыскать режимы, при которых деформация на передней поверхности наибольшая. Это
- режимы, когда составляющие силы резания и усадка стружки имеют максимальные
значения, что приводит к наибольшей деформации сходящего потока по передней
поверхности. Как показывают экспериментальные данные, при резании стали 45
резцами из Р18, таким скоростям соответствуют V = 10 м/мин или V = 40 м/мин, а при
резании резцами из В14М7К25 - V = 10 м/мин или V = 50 м/мин (рис.1,а). При этом
значение усадки как качественная характеристика
деформации сходящей стружки коррелирует с изменениями силы резания (рис. 1,
б).
|
|
Испытания обоих инструментов проводились на
скоростях 10 м/мин с продолжительностью 3, 5 и 10 мин. Результаты показали, что
оптимальным является испытание резцов с воздействием деформирующих силовых
нагрузок продолжительностью 5 мин, так как в случае 3 мин глубина проникновения
деформации и толщина слоя измененной структуры оказываются недостаточными. При
10 мин толщина структурно-измененного слоя практически мало отличалась от
предыдущих экспериментов, а микротвердость контактного слоя не претерпевала
существенных изменений.
На рис. 2 показаны
результаты работы резца из Р18 после полного технологического цикла, т.е.
изменения его микротвердости от продолжительности работы в разных стадиях
естественной самоорганизующейся низкотемпературной ТМО (ЕСНТМО). По сути, при
испытании 5 мин, что примерно совпадает с периодом приработки (рис. 2, в),
обнаружено повышение микротвердости на микротолщинах приконтактных тонких слоев
инструмента соответственно на 220 и 150 HV по сравнению с матричной для Р18 -
900 HV и В14М7К25 - 1050 HV (рис. 2, а). В конце начальной стадии
|
|
работы резца, при
оптимальных режимах резания, когда продолжается II окончательная стадия ЕСНТМО
(рис. 2, б), микротвердость тонких слоев на контакте и особенно на участке
пластического контакта доходит в среднем до 1100...1110 HV, что на 20...30 HV
ниже предварительной ЕСНТМО, но выше матричного на 200 HV для резцов из Р18.
Структура этих слоев становится более мелкозернистой и дисперсной, что приводит
к повышению твердости, теплостойкости, прочности и сопротивления изнашиванию
контактной поверхности. Это является результатом интенсивной пластической
деформации и сдвиговых механизмов (рис. 3).
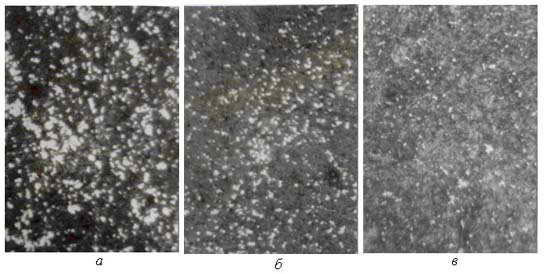
На рис. 3 представлены металлографические микрофотографии, на которых
видны изменения структуры после общепринятой в практике термической обработки
(ТО) (рис. 3, а) в результате I стадии ЕСНТМО (рис. 3, б), а также после
полигонизационного отжига (ПО) и II стадии ЕСНТМО (рис. 3, в). При этом в
зависимости от технологического цикла ЕСНТМО, по сравнению с ТО (рис. 3, а),
наблюдается повышение мелкозернистости и улучшение дисперсности структуры.
|
|
После указанной предварительной ТМО
инструмент с улучшенными качествами продолжает работать при исследованных
оптимальных режимах резания, соответствующих 60-минутной стойкости, с
использованием эффекта ЕСНТМО. В начальной стадии обработки при оптимальных
режимах резания и практически до конца установившегося износа (рис.2, а,б)
полученные качества инструмента сохраняются. Государственный инженерный университет
Армении
Предварительная обработка, как показали эксперименты, приводит к
структурной тренировке состояния при воздействии более высоких
деформационно-температурных режимов, что увеличивает стабильность и стойкость
дисперной субструктуры (рис.3,б). В первой стадии, вследствие переменной
интенсивной пластической деформации, происходит формирование мелкозернистой
структуры, а во второй стадии (после промежуточного полигонизационного отжига)
продолжает действовать ЕСНТМО поверхностных слоев. В результате структура
становится еще мельче, с повышением прочности тонких слоев, но при этом
микротвердость в обоих случаях снижается на 20 HV. Это происходит за счет отжига
и пластической деформации при более высоких температурах, доходящих до 600,
750oС и выше, соответственно, для резцов из Р18 и
В14М7К25.
Нами рассмотрены также возможности
применения ТМО для повышения стойкости углеродистых и безуглеродистых
быстрорежущих сталей и сплавов, что связано с высокой температурой закалки этих
сталей, приводящей к рекристаллизации при использовании высокотемпературной
термомеханической обработки (ВТМО), а также с тем, что реализация НТМО
ограничена возможностями деформации высокопрочных быстрорежущих материалов при
низких температурах. Выходом из положения может стать использование ЕСНТМО, не
требующее дополнительных усилий и оборудовния. Однако в дальнейшем потребуется
дополнительное изучение новых направлений развития теории и практики технологии
ТМО с целью управления структурой и получения требуемых специальных свойств на
контактных поверхностях высокопрочных инструментальных материалов.
Для создания полигонизованной субструктуры,
снижения релаксации пиковых напряжений и стабилизации полученной оптимальной
мелкозернистой структуры, после кратковременного резания при режимах наибольшего
давления, с целью создания максимального эффекта самоорганизующейся естественной
НТМО, необходимо провести кратковременный полигонизационный отжиг при
температурах 500...6000С с выдержкой 20...25 мин. В результате
установлено увеличение износостойкости инструмента в 1.5...2 раза и
теплостойкости на 15...200С, а также уменьшение интеркристаллической
хрупкости и интенсивности износа. Одновременно снижается процесс выкрашивания
твердых частиц карбидных и интерметаллидных фаз.
Аналогично с процессами поверхностно-пластического деформирования (ППД)
[1,3] при режимах V = 10 м/мин, S = 0.3 мм/об, t = 2.0 мм в первой стадии
технологического цикла ЕСНТМО происходит интенсивная пластическая деформация
приконтактных слоев вследствие накопления дислокаций и сдвигов субзеренных
структур (рис.2,б). При указанных режимах на контакте передней поверхности
действуют наибольшие силы резания и соответственно происходят значительные
деформации сдвигающей стружки, под воздействием которых интенсивно деформируется
приконтактный слой передней поверхности резца. В результате процесса ЕСНТМО с
интенсивной микропластической деформацией получен слой в течение 5 мин работы
резца под воздействием максимальных составляющих силы резания соответственно
1700 Н при работе резцами из В14М7К25 и 1600 Н - резцами из Р18 (рис.1). В
дальнейшем, с целью стабилизации полученной структуры, производится
полигонизационный отжиг, что приводит к плавному снижению напряженного состояния
переходной фазы, при температурах 450 и 5500С с выдержкой 20 и 30 мин
соответственно, со снижением микротвердости на 20...30 HV. После этого
начинается эксплуатация на найденных режимах резания, при которых также
продолжается процесс ЕСНТМО в малых толщинах контактной поверхности резца с
измельчением уже мелкозернистой структуры, полученнной после I стадии
специальной ЕСНТМО и полигонизационного отжига.
Измерения микротвердости показали повышение твердости приконтактных
слоев в конце зоны приработки на 200 HV для резцов из Р18 по сравнению с
матричной микротвердостью, что является результатом ЕСНТМО, сохраняющей
прочность и износостойкость вплоть до конца установившегося износа от
продолжительности работы резца (рис.2). Аналогичные качественные характеристики
получены при обработке резцами из В14М7К25.
Одновременно выявлено, что качество поверхностно-контактных тонких слоев
тех же резцов при работе в оптимальных режимах без предварительной ЕСНТМО
оказалось более низким, что доказывает правомерность проведенния
технологического цикла, заключающегося в предварительном кратковременном силовом
и тепловом воздействии на контактные поверхности. Результаты проведенного
исследования свидетельствуют, что по существу мы имеем дело с принципиально
новым явлением, которое позволяет естественным путем достичь повышения комплекса
физико-механических свойств инструментов из быстрорежущих сталей и
безуглеродистых быстрорежущих сплавов путем ЕСНТМО с применением
деформационно-тепловых воздействий на рабочие контактные слои в процессе работы
инструмента с помощью управления параметрами режимов резания.
1. Бернштейн Л. М. - Структура
деформированных металлов. М. Металлургия. 1977. 430 с.
2. Бернштейн М. Л., Займовский В. А., Капуткина Л. М. - Термомеханическая обработка стали. М. Металлургия. 1983. 479 с.
3. Даботкин С. В., Капуткина Л. М. - Физика металлов и металловедение. 2001. Т. 91. № 1. С. 79-89.
4. Кучарев Б. В., Крахт В. Б. - Изв. вузов. Черная металлургия. 2001. № 3. С. 33-37.